Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
Ульяновский Государственный Технический Университет
Кафедра “Технология машиностроения”
Дисциплина ”Метрология, стандартизация и сертификация”
Пояснительная записка к курсовой работе
Студент:
Факультет: машиностроительный
Группа: Тмд-33
Консультант:
Ульяновск 2005
Аннотация курсовой работы по дисциплине «Метрология, стандартизация, и сертификация» студента машиностроительного факультета
Пояснительная записка на 26 страниц, в том числе 9 ил. 6 листов чертежей.
Ульяновский Государственный Технический Университет, 2005 г.
В курсовой работе назначены посадки: в соединении оправки 1 и втулки 2- посадка &60H7/g6, в соединении втулки 5 и втулки8- &8H7/h6, в соединении втулки 2 и корпуса 3- &71H7/p6. Выше указанные посадки выбраны методом аналогии. Выбрано универсальное средство измерения отверстия &60H7 нутрометр индикаторный НИ-154.
Для заданных соединений рассчитана посадка с натягом &80H8/x8, назначены посадки подшипника на вал &45L6/g6 и &100К7/l6 в корпус. Построена схема полей допусков метрической резьбы М6-5Н6Н/4jk.
Для шлицевого соединения назначен метод центрирования по наружному диаметру D:D-10318H11323H7/js633D9/h8.
Для шпоночного соединения назначены посадки шпонки в паз вала 14N9/h9, в паз втулки 14Js9/h9.
Содержание
Введение. 5
1. Расчет и выбор посадок гладких цилиндрических соединений. 6
1.1. Выбор посадки методом аналогии. 6
1.2. Расчет и выбор посадки с натягом. 9
1.3. Расчет и выбор посадки подшипника качения. 13
2. Выбор средств измерения и контроля. 16
3. Нормирование точности размеров, формы, расположения, и шероховатости поверхностей. 18
4. Выбор допусков и посадок сложных соединений. 19
4.1. Выбор посадки для шпоночного соединения. 19
4.2. Выбрать метод центрирования и посадки шлицевого соединения. 21
4.3. Построить схему полей допусков резьбы. 24
Список литературы. 26
Необходимым условием обеспечения и повышения эффективности машиностроения при современном уровне развития науки и техники является взаимозаменяемость изделий. При этом на принципах взаимозаменяемости основано не только производство (проектирование и изготовление) машин, но и их эксплуатация и ремонт.
Взаимозаменяемость изделий обеспечивается комплексом мероприятий, важнейшим из которых является стандартизация. Главной задачей стандартизации является создание системы нормативно-технической документации, устанавливающей требования к качеству изделий, и обязательной к исполнению на соответствующих стандартам уровнях.
Другим важнейшим условием обеспечения взаимозаменяемости изделий является комплекс мероприятий, направленных на обеспечение единства измерений и единообразия средств измерения, т. е. метрологическое обеспечение производства и ремонта машин. Основанное на практическом использовании положений метрологии (науки об измерениях, методах и средствах обеспечения их единства и требуемой точности) метрологическое обеспечение производства – одна из основных предпосылок достижения требуемого качества изделий.
В данной курсовой работе рассматриваются вопросы взаимозаменяемости, стандартизации и нормирования точности различных соединений, а также выбор средств измерения и контроля.
1. Расчет и выбор посадок гладких цилиндрических соединений
1.1. Выбор посадки методом аналогии
1.1.1. Соединение оправки 1 и втулки 2
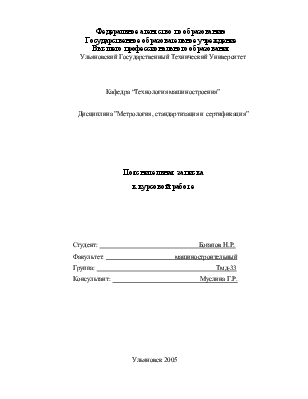
Оправка 1 должна свободно проворачиваться во втулке 2.Точность центрирования деталей высокая .Поэтому, назначаем посадку с минимальным зазором в системе отверстия &60H7/g6
Предельные размеры и допуск отверстия:
Dmax = D + ES = 60+ 0.03 = 60.03мм;
Dmin= D + EI = 60 + 0 = 60 мм;
TD = Dmax - Dmm = 60.03 - 60 = 0.03 мм.
Предельные размеры и допуск вала:
dmax = d + es = 60 -0.01 = 59.99 мм;
dmin = d + ei = 60 - 0.029 = 59.971 мм;
Td = dmax - dmin = 0.019 мм.
Соединение:
Smax = Dmax - dmin = 60.03-59.971=0.059мм;
Smin = Dmin - dmax = 60-59.99=0.01мм;
TS = Smax - Smin = TD + Td = 0.03+ 0.019=0.049 мм.
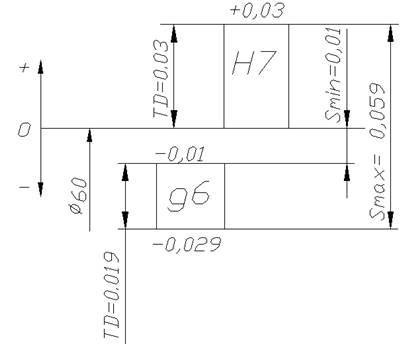
Рис.1.Схема полей допусков посадки &60H7/g6
1.1.2. Соединение втулки 5 и втулки 8
Втулка 5 устанавливается во втулку 8 неподвижно с последующей её сменой, требования к точности центрирования и направления высоки; применяем посадку с зазором &8H7/h6
Предельные размеры и допуск отверстия:
Dmax = D + ES = 8+0.015=8.015мм;
Dmin= D + EI = 8+0=8мм;
TD = Dmax - Dmm = 0.015 мм.
Предельные размеры и допуск вала:
dmax = d + es = 8+0=8 мм;
dmin = d + ei = 8+(-0.009)=7.991 мм;
Td = dmax - dmin = 8-7.991=0.009.
Соединение:
Smax = Dmax - dmin = 8.015-7.991=0.024мм;
Smin = Dmin - dmax = 8-8=0мм;
TS = Smax - Smin = TD + Td = 0.024мм.
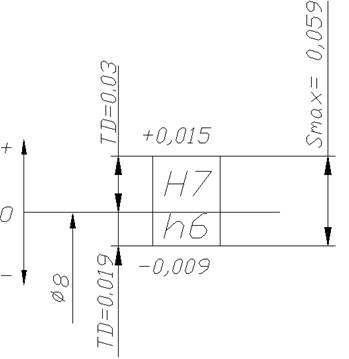
Рис.2. Схема полей допусков посадки &8H7/h6
1.1.3. Соединение втулки 2 и корпуса 3
Втулка 2 устанавливается в корпус 3 неподвижно, т.к. втулка является тонкостенной, то применяем посадку в системе отверстия, обеспечивающую минимальный гарантированный натяг &71H7/p6
Предельные размеры и допуск отверстия:
Dmax = D + ES = 71+0.03=71.03мм;
Dmin= D + EI = 70 + 0 = 71 мм;
TD = Dmax - Dmm = 0.03 мм.
Предельные размеры и допуск вала:
dmax = d + es = 71+0.051=71.051 мм;
dmin = d + ei = 71+0.032=71.032 мм;
Td = dmax - dmin = 0.019 мм.
Соединение:
Nmax = dmax - Dmin =71.051-71=0.051мм;
Nmin = dmin - Dmax = 71.032+71.03=0.002мм;
TN = Nmax - Nmin = TD + Td = 0.019+0.03=0.049мм.
Рис.3. Схема полей допусков посадки &71H7/p6
1.2. Расчет и выбор посадки с натягом
Соединение (рис.4) с размерами d(D) = 80 мм, D1 = 50 мм, d2 = 130 мм, l = 50 мм предназначенного для передачи крутящего момента М = 500 Н*м. Материал деталей соединения – сталь 30 (Еd = ЕD = 2,1*105 МПа; σTd = σTD = 300 МПа; μd = μD = 0,26). Шероховатость контактирующих поверхностей: Rz1 = 7 мкм, Rz2 = 6 мкм. Сборку осуществляют с нагревом втулки; температура рабочего пространства при сборке тсб = 100ºC; рабочая температура деталей tD = 100ºC, td = 20ºC.
Необходимо рассчитать допускаемые натяги и выбрать
соответствующую им стандартную посадку.
– Определяем минимальный расчетный натяг по зависимости (1):
 ,
(1) где, Мк – крутящий момент, Н·мм; d, D –
номинальный диаметр сопрягаемых
,
(1) где, Мк – крутящий момент, Н·мм; d, D –
номинальный диаметр сопрягаемых
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.